 Contáctanos para una solución
Contáctanos para una solución
Equipos de Bombeo
Bombas Sanitarias e Higiénicas

Bombas Centrífugas Higiénicas GEA
GEA fue fundada en 1920 por Otto Happel en Düsseldorf, Alemania. Es uno de los mayores proveedores de tecnologías para el procesamiento de aplicaciones sanitarias a nivel mundial. Destaca por sus equipos de la más alta tecnología y estándares higiénicos, tales como las normas 3-A, E.H.E.D.G y conformidad FDA.
Gea posee una amplia gama de productos orientados al control y suministro de fluidos para aplicaciones sanitarias, estos contemplan:
1.- Bombas Centrífugas
2.- Bombas Lobulares
3.- Bombas de doble Tornillo
4.- Válvulas Higiénicas e Instrumentos de medición
5.- Cabezales de Lavado
1.- Bombas Centrífugas:
Las bombas centrifugas GEA se caracterizan por un manejo gentil de los productos, una gran confiabilidad y una gran eficiencia económica, todo bajo los más altos estándares higiénicos.
Principio de funcionamiento:
-Son bombas del tipo cinéticas, transforman la energía mecánica en presión, lo que da como resultado un flujo.
-El Impulsor o Rotor gira a altas velocidades haciendo impulsar las partículas del fluido.
-Las partículas son expulsadas dada la forma de la carcaza.
Hilge Hygia
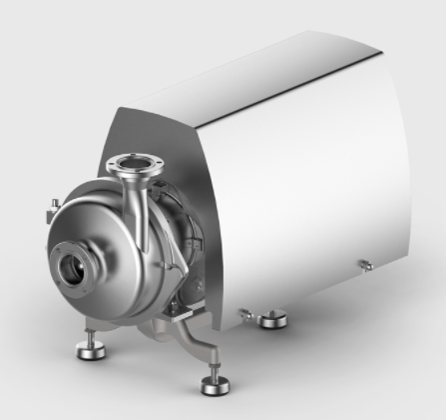
Conocida como la navaja suiza entren las bombas higiénicas, se caracteriza de una alta calidad y una gran capacidad de personalización.
Entre sus características principales destacan:
- • Bomba centrífuga monoetapa.
- •Impulsores optimizados con distintas geometrías para el manejo delicado del producto (incluyendo solidos).
- • Capacidad de lavado SIP/CIP.
- • Válvula de drenado opcional.
- • Opciones de sello mecánico simple y doble con configuración Quench y Tandem.
- • Tipo de soporte de la bomba configurable.
- • Alojamientos fabricados de acero laminado CrNiMo (1.4404/1.4435) y superficie suave sin poros ni orificios ( Ra ≤0.4 -0.8 [μm]).
- • Cubre motor opcional.
- • Opción de conexiones DIN, ASME e ISO, u otra previa solicitud.
Aplicaciones:
• Cervezas y destilados.
• Zumos y concentrados.
• Lácteos.
• Sangre y Plasma.
• Insulina, Sueros.
• Proceso CIP/SIP
| Capacidad Máxima | 180 [m3/h] |
| Presión Máxima | 16 - 25 [Bar] |
| T. de Operación Máx. | 95 (150) [°C] |
Hilge Hygia H
Entre sus características principales destacan:
- -Versión de alta presión de la bomba Hilge Hygia.
- -Posee componentes más robustos.
- -Mismas configuraciones opcionales de su versión estándar.
Aplicaciones:
- •Filtración por membrana: osmosis inversa (purificación de agua) y nanofiltración.
- •Alimentos en general.
- •Industria química.
| Capacidad Máxima | 175 -200 [m3/h] |
| Presión Máxima | 64 [Bar] |
| T. de Operación Máx. | 100 (140) [°C] |
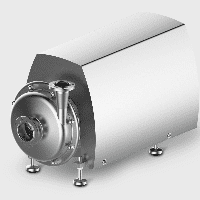
Hilge TP
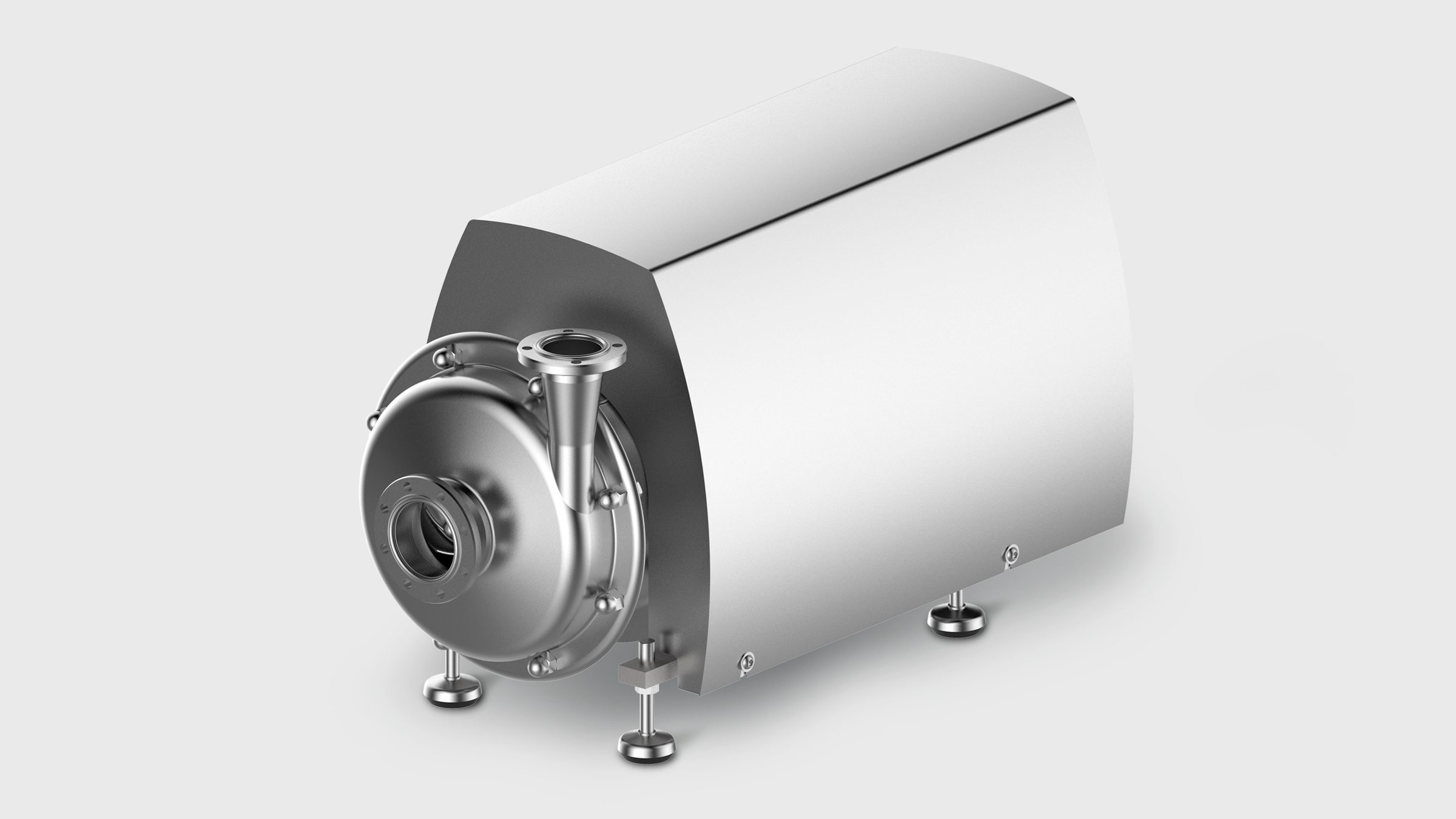
Diseñada para el bombeo higiénico en diferentes aplicaciones, se caracteriza por una manipulación suave de producto.
Entre sus características principales destacan:
- -Bomba centrífuga monoetapa con cebado normal.
- -Alta eficiencia energética (motor IE3).
- -Impulsor abierto para un manejo delicado del producto.
- -Carcaza fabricada en acero laminado en frío, todos los componentes húmedos fabricados con 1.4404 o 1.4409 (AISI 316L) Ra≤ 0,8 μm opcional.
- -Presión de funcionamiento máx. 16 bar.
- -NPSH reducido.
- -Válvula de drenado opcional.
- -Puede manejar viscosidades de hasta 1000 [cPs].
- -Opciones de sello mecánico simple y doble con configuración Quench.
- -Opción de conexiones DIN, ASME e ISO, u otra previa solicitud.
Aplicaciones:
•Cervezas y destilados.
•Lácteos.
•Emulsiones.
•Salmueras.
| Capacidad Máxima | 220 - 240 [m3/h] |
| Presión Máxima | 16 [Bar] |
| T. de Operación Máx. | 140 [°C] |
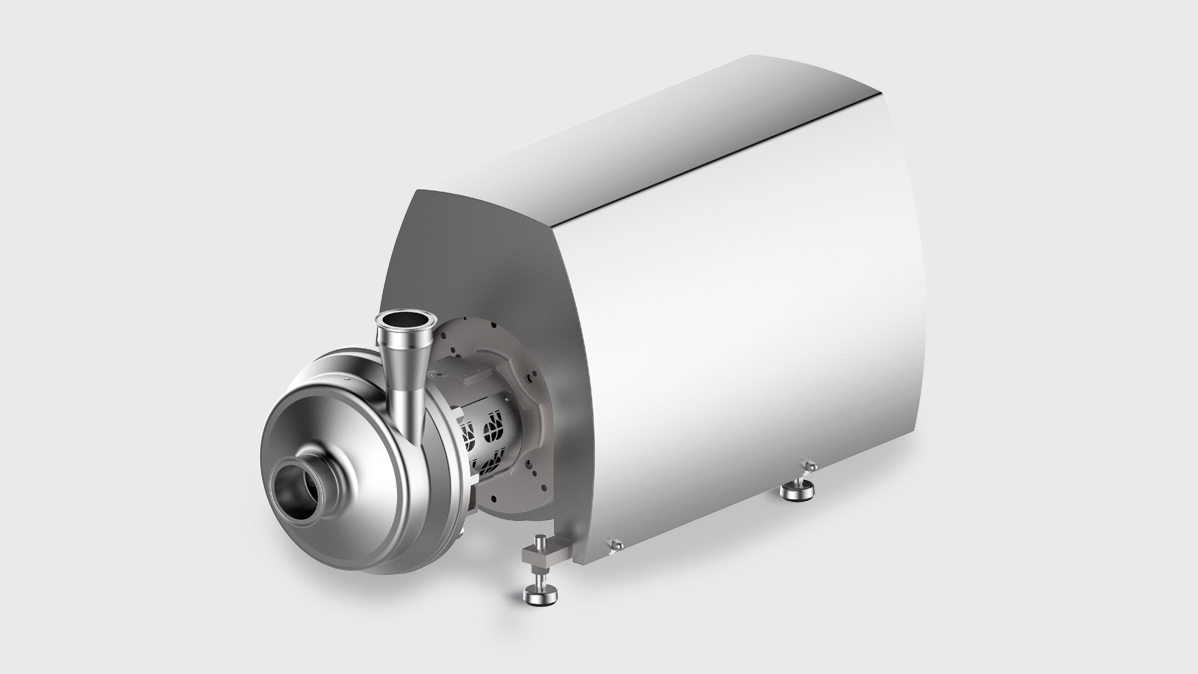
Hilge TPS
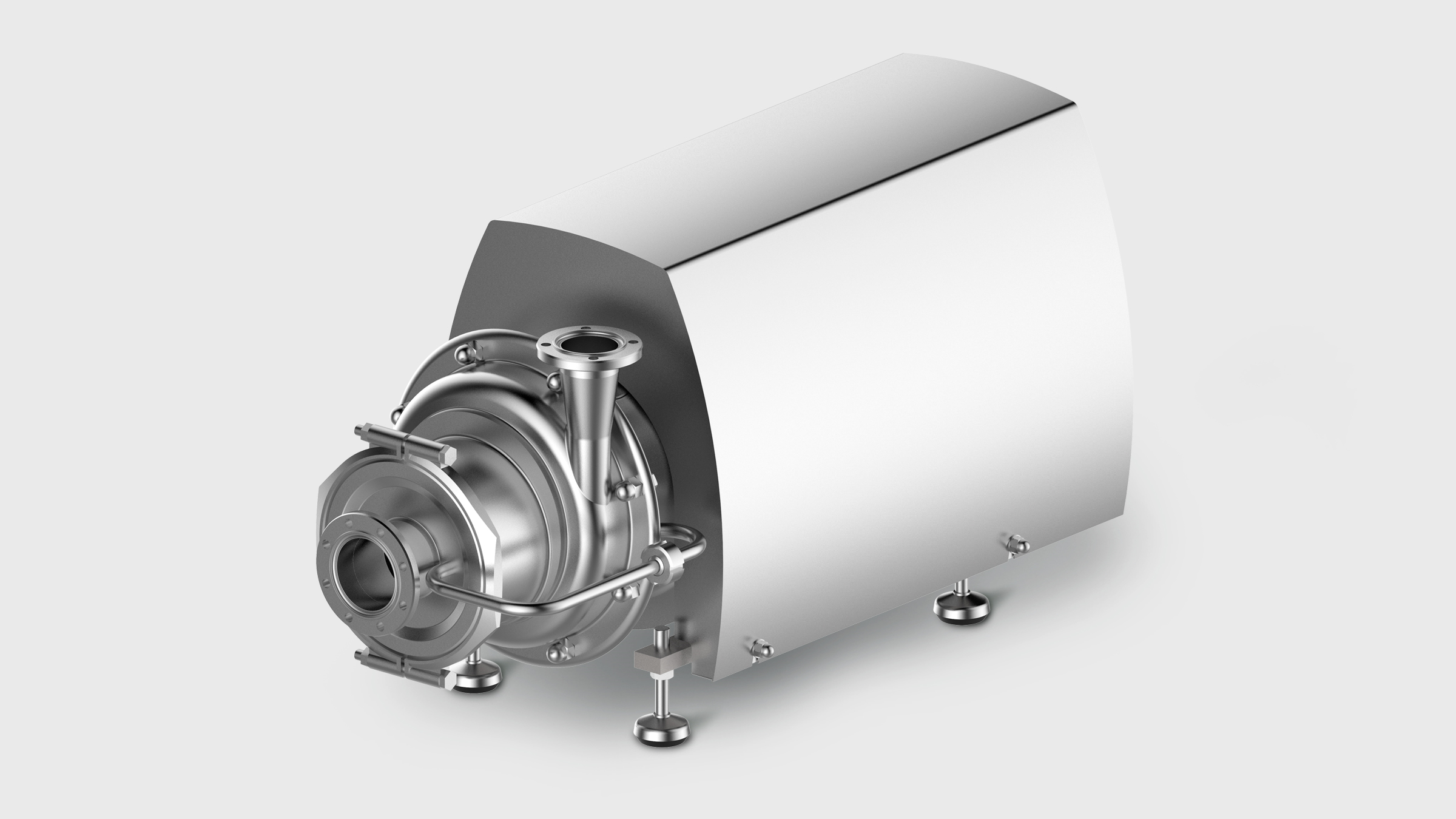
Entre sus características principales destacan:
-Versión autocebante del modelo TP.
-Diseño de impulsor abierto optimizado.
-Posee Rotor Frontal y un tubo de recirculación que permite un tratamiento mas suave del producto y un autocebado más eficaz.
-Puede manejar viscosidades de hasta 500 [cPs].
-Mismas configuraciones de la bomba TP.
Aplicaciones:
•Cervezas y destilados.
•Lácteos.
•Emulsiones.
•Salmueras.
•Salsas y saborizantes.
| Capacidad Máxima | 90 - 100 [m3/h] |
| Presión Máxima | 16 [Bar] |
| T. de Operación Máx. | 140 [°C] |




Tecfluid una empresa socia de
© Copyright - Tecfluid - 2019